四、螺杆各段螺杆排布与温度设定
1、塑料的物理变化特性及温度设定原则
⑴塑料的物理变化特性
A、非结晶性塑料
随温度逐渐升高有三个物态特性如:
高弹态 粘流态
Tg Tf Td
(玻璃化温度) (熔融温度) (分解温度)
其熔融在剪切流动引起粘性耗散下进行。
B、结晶性塑料
随温度逐渐升高有二个物态特性,且变化都较为突然如:
Tm Td
(熔融温度) (分解温度)
其熔融经历:固态床的形成、破裂、形成大量颗粒漂浮于熔体中,后逐渐融化。
⑵温度设定原则
①共混合金各组分熔点及其比列:以共混组分熔点为依据,以连续相熔点为调整范围。
②塑料的热性能,如熔融吸热放热、热降解历程及热氧化难易。
③塑料各组分熔点范围内,流动性能及形态变化。
如PC/ABS(6:4),PC:熔点230度左右,分解点350度左右;ABS:熔点180~190度左右,分解点245-290度左右,因此PC/ABS加工温度230-250度,考虑到其他助剂,如相容剂,润滑剂的热稳定性等等。
⑶物料温度升高的来源
A、螺杆的剪切和物料粒子间相互摩擦生热。
B、筒体的传热。
2、各段螺杆排布与温度设定
螺杆组合的作用
①输送物料;
②提供剪切――使加工物料获得物理变化和化学变化所需的能量,使组分间分散和分布;
③建压。
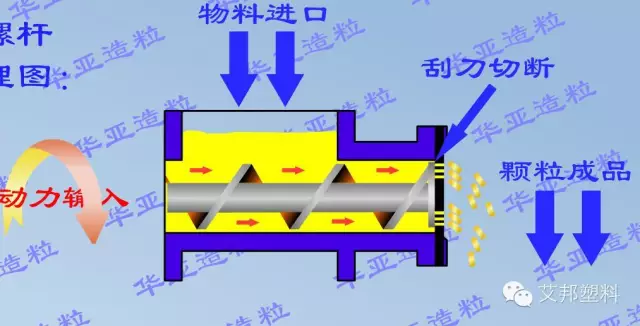
物料颗粒熔融过程的分析
聚合物自由输送与预热――全充满或部分充满固体塞――固体摩擦、耗散与固态密集“海岛”结构的生成――固态稀疏“海岛”结构―― 成型挤出。
螺杆排布分段与温度设定
1、输送段
A、螺杆排布思路有:
• 深槽正向螺纹;
• 中等螺槽大导程正向螺纹,且螺槽容积由大变小,即螺纹导程由大向小渐变。
B、温度设定思路
• 不宜太高,影响物料在此段输送和受剪切的; 也不宜太低,螺杆受力过大或卡死
• 一般略接近熔融,按梯度排列。
2、熔融段
A、螺杆排布
物料在此段要达到的目的是:使加工物料获得物理变化和部分化学变化所需的能量,使组分间分布均匀和初步分散,做到组分均质化、粘度接近。
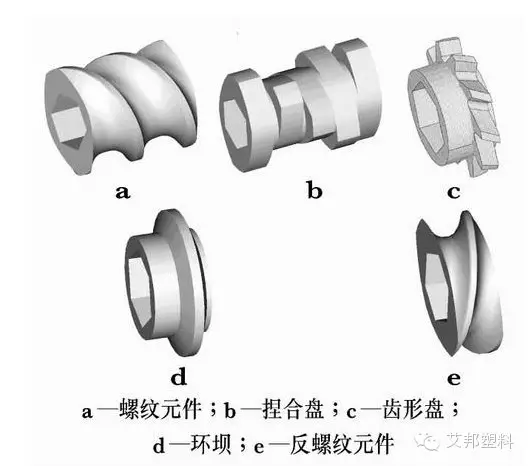
一般要求物料承受较大的剪切和机筒传热,使之熔融。一般设置捏合块,剪切元件或反螺纹,且注意相间排列配合。
B、温度设定
①、玻纤系,温度太低,树脂半融,到后段玻纤包覆性差;温度太高,树脂流动提高,混炼与剪切作用变小,甚至出现高温降解,其设定原则:
• 据基料不同和玻纤含量不同;
• 扣除螺杆剪切输入的热量,略高于基料熔点范围内;
• 熔融段后段(即玻纤加入口)熔体流动状况。
②、填充系,(提供强剪切使填充物,充分分散),熔融段高出基料熔点10~20℃(尽量提高),使物料充分熔融均匀分布。
③、阻燃系,(保护好阻燃剂),其温度要偏低,特别是白色材料,尽可能降低。
④、玻纤增强阻燃系,设定温度介于前面两者间,以物料基本熔点为依据。
⑤、合金系,以两组熔融温度为依据,同时考虑组分比例及组分之热敏性等,适当调整温度。
3、混炼段
A、螺杆组分排布
物料在此段要达到的目的是:
a、细化分散,形成理想的尺寸和结构。
b、注意保护成品理想的结构不被破坏。
一般有两种典型思路:1、增强型,二头和三头组合;2、兼分布与分散的高剪切与高分流以捏合块为主体,螺纹块为辅助咸高剪切。
较好方法:不同厚度,不同差痊角的捏合块组合,加上输送螺丝块――使物料受高剪切而分散又保留时间与返混,但保证不降解。
B、温度设定
a、玻纤系,温度太低,物料流动性能差,粘度大,摩擦变大,生热高,会出现局都过热;温度太高,树脂降解,剪切度小玻纤分散变差,其设定原则:
• 据基料和玻纤含量不同而不同。
• 略筒于基料熔点范围内。
• 据成品带条的光泽度而确定。
b、填充系,(提供强剪切使填充物,充分分散),混炼段高出基料熔点10~20℃(尽量提高),使物料充分熔融均匀分布,保证混合体是流体状态。
c、阻燃系, (保护好阻燃剂)共混温度在偏低,特别是白色材料,尽可能降低。
d、玻纤增强阻燃系,温度设定以物料基本熔融为依据,保护好阻燃剂。
e、合系化,以组分的熔融温度为依据,同时考虑组分比例及组分热敏性而调整。
4、排气段
螺杆组合排列
一般排气口入口处,设立反向螺纹咸反向捏合块,将熔体密封建立起,是高压;用大导程螺纹元件以形成低充满度和懂熔体层,使物料暴露自由表面或采用多头小导程螺纹,以增加熔体表面更新速度,利于气体排除与挥发。
总的思路:反螺纹(R-LH)或反向棍合块(KG)+输送螺纹+大导程或多头小导程螺纹。
5、均化(料量)段
A、螺杆组合
螺纹块导程渐变小或螺槽渐变小来实现增压,减少背压段长度,同时注意采用单头螺纹与宽螺棱螺纹来提高排料能力,避免冒料。
B、温度设定
以适当降低温度,但模头高温利于排料。
在熔融段温度基础上,适当降低温度,其原则:根据带光泽降度而定
五、转速问题
转速越高,剪切越大,将分散相均匀分散于基体之中;剪切越大,分散相尺寸越细,但转速过大,摩擦大易引起热降解,同时停留时间变短,混合不均。
转速越低,剪切越小,分散不均匀,同时停留时间长,对易分解聚合物不利。
转速与螺杆结构都是与剪切分散有关,因此必须两者作为整体考虑。
⑴加纤增强类,影响到玻纤的长度和直径,影响到树脂与玻纤的分散包裹问题,从而影响增强效果。
⑵合金类,必须考虑:转速剪切对树脂间的结构的生成和破坏问题。如PC/ABS合金,属于类似海绵的“海岛”结构。
⑶阻燃类,必须考虑:阻燃剂的热性能,如熔融吸热放热、热降解历程及热氧化难易。




